انواع روش ها و مدل ها جوشکاری
جوشکاری یک فرآیند رایج برای اتصال فلزات با استفاده از انواع مختلف کاربردها است. جوشکاری در چندین مکان انجام میشود، از محیطهای بیرونی در مزارع روستایی و پروژههای ساخت و ساز تا مکانهای داخلی، مانند کارخانهها و کارگاهها. فرآیندهای جوشکاری نسبتاً ساده برای درک هستند، و تکنیکهای ابتدایی را میتوان به سرعت یاد گرفت. جوشکاری اتصال فلزات در سطح مولکولی است. جوش یک پیوند یکنواخت بین دو یا چند قطعه فلز است، که در آن استحکام اتصال جوش بیشتر از استحکام قطعات پایه فلز است.
چندین نوع جوشکاری وجود دارد که امروزه استفاده میشوند.
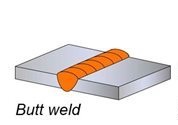
جوش لب به لب (Butt Weld ) :این نوع جوشکاری زمانی انجام میشود که دو قطعه کار را در یک سطح با هم متصل کنیم.
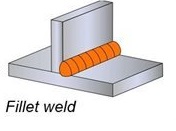
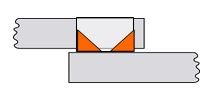
جوش گوشه ای (Fillet Weld): این نوع جوش با مقطع تقریباً مثلثی با زاویه قائم در اتصالهای سپری و روی هم و گوشهای و لبهای انجام میشود.
جوش دکمه ای ( Slot Weld) : اتصال بین دو قطعه همپوشان که با ریختن یک جوش شیاری در اطراف محیط یک سوراخ در یکی از قطعات ساخته میشود تا آن را به سطح قطعه دیگر که از طریق سوراخ قابل مشاهده است، متصل کند.
جوش انسدادی (Plug Weld) :جوشی که با پر کردن یک سوراخ در یکی از قطعات کار با فلز پرکننده ساخته میشود تا آن را به سطح یک قطعه همپوشان که از طریق سوراخ قابل مشاهده است، متصل کند (سوراخ میتواند دایرهای یا بیضوی باشد).
جوش بر اساس میزان نفوذ
جوش نفوذی کامل : اتصال جوشی که در آن فلز جوش کاملاً نفوذ کرده و با ریشه اتصال کامل ذوب میشود. این نوع جوش زمانی انجام میشود که عمق جوش برابر با ضخامت قطعات کار باشد.

جوش نفوذی جزئی : جوشی که در آن نفوذ ذوب به طور عمدی کمتر از نفوذ کامل است. این نوع جوش زمانی انجام میشود که عمق جوش کمتر از ضخامت قطعات کار باشد. در ایالات متحده، عبارت ترجیح داده شده جوش نفوذ جزئی اتصال (PJP) است.
جوش تک طرفه ( Single side weld ) : این نوع جوش زمانی انجام میشود که فقط یک طرف قطعات کار جوش داده شود.
جوش دو طرفه ( Double side weld ) :این نوع جوش زمانی انجام میشود که هر دو طرف قطعات کار جوش داده شوند.
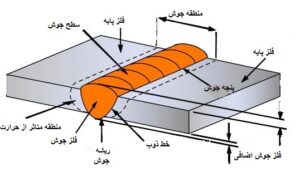
اجزاء و ویژگی های جوش لب به لب و گوشه ای
شکل زیر اجزاء و ویژگی های دو حالت جوش لب به لب و جوش گوشه ای را بطور واضح نشان می دهد.
جوش لب به لب :
جوش گوشه ای:
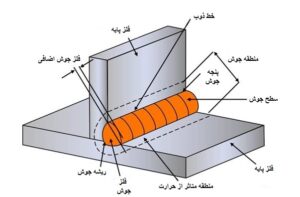
فلز پایه. فلزی که قرار است با جوشکاری، جوشکاری برنزی یا برنز آلیاژ شود یا سطح آن تغییر کند.
فلز اضافه. فلزی که در هنگام جوشکاری، جوشکاری برنزی، برنز آلیاژ یا سطحدهی اضافه میشود.
فلز جوش. تمام فلزات ذوب شده در هنگام ایجاد جوش و در جوش باقی مانده.
منطقه متاثر از حرارت (HAZ). بخشی از فلز پایه که از نظر متالورژی تحت تاثیر حرارت جوش یا برش حرارتی قرار گرفته است اما ذوب نشده است.
خط ذوب. مرز بین فلز جوش و HAZ در جوش ذوب. این یک اصطلاح غیر استاندارد برای اتصال جوش است.
منطقه جوش. منطقهای که شامل فلز جوش و HAZ است.
سطح جوش. سطح جوش ذوب که روی طرفی که جوش از آن سمت انجام شده است قابل مشاهده است.
ریشه جوش. منطقهای روی طرف اولین دور دورترین از جوشکار.
پنجه جوش. مرز بین سطح جوش و فلز پایه یا بین دورهای مختلف. این یک ویژگی بسیار مهم از جوش است چون پنجهها نقاطی با تمرکز بالای تنش هستند و اغلب نقاط شروع برای انواع مختلف ترکها هستند (مثلا ترکهای خستگی، ترکهای سرد).
فلز جوش اضافی. فلز جوشی که خارج از صفحهای است که پنجهها را به هم متصل میکند. اصطلاحات غیر استاندارد دیگر برای این مورد تقویت، پرکردن است.
البته اصطلاح تقویت، با وجود استفاده رایج، نامناسب است چون هر گونه فلز جوش اضافی بالاتر از سطح فلز پایه باعث قویتر شدن اتصال نمیشود. در واقع، ضخامتی که هنگام طراحی یک قطعه جوشکاری در نظر گرفته میشود، ضخامت گلوی طراحی است که شامل فلز جوش اضافی نمیشود.
ران (پاس). فلز جوشی که در طول یک عبور از الکترود، چراغ جوش یا لوله بادکنک ذوب یا رسوب میشود.
لایه. لایهای از فلز جوش که شامل یک یا چند ران است.


دیدگاه ها 0
درباره این مطلب دیدگاهی ارسال کنید