جوشکاری فولاد ضدزنگ به فولاد نرم: چرا الکترود ۷۰۱۸ گزینه مناسبی نیست؟
جوشکاری فولاد ضدزنگ به فولاد کربنی یکی از چالشبرانگیزترین فرآیندهای جوشکاری است که نیاز به دانش فنی و تجربه کافی دارد. این نوع جوشکاری به دلیل تفاوت در ترکیبات شیمیایی و خواص فیزیکی این دو فلز، پیچیدگیهای خاص خود را دارد. فولاد ضدزنگ به دلیل مقاومت بالا در برابر خوردگی و حرارت، در صنایع مختلفی مانند ساختوساز، تولید تجهیزات غذایی و صنایع شیمیایی کاربرد گستردهای دارد. از سوی دیگر، فولاد کربنی به دلیل استحکام و مقرونبهصرفه بودن، یکی از پرکاربردترین فلزات در صنعت است.
مراحل جوشکاری فولاد ضدزنگ به فولاد نرم
جوشکاری فولاد ضدزنگ به فولاد کربنی با روش جوشکاری قوس الکترود دستی (SMAW) یا همان جوشکاری با الکترود، به دلیل قابل حمل بودن و تولید گازهای محافظ قوی، در محیطهای کاری ترجیح داده میشود. با این حال، این فرآیند نیازمند رعایت نکات فنی و ایمنی خاصی است تا از ایجاد ترکها، کاهش مقاومت در برابر خوردگی و سایر مشکلات جلوگیری شود.
در این مقاله، مراحل جوشکاری فولاد ضدزنگ به فولاد کربنی بهطور کامل شرح داده شده است. از شناسایی فلزات و انتخاب الکترود مناسب تا رعایت نکات ایمنی و انجام عملیات جوشکاری، همهچیز بهطور دقیق بررسی شده است. با دنبال کردن این راهنما، میتوانید بهراحتی و با اطمینان خاطر، این دو فلز را به یکدیگر جوش دهید و نتایج مطلوبی به دست آورید.
۱. شناسایی فلزات
تشخیص فولاد ضدزنگ از فولاد معمولی آسان است:
ابتدا میتوانید ظاهر خارجی را بررسی کنید. فولاد ضدزنگ بدون زنگزدگی است، رنگ آن نقرهای-خاکستری است و هرگز پوستههای نورد (mill scale) روی آن وجود ندارد. علاوه بر این، بسیاری از قطعات ضدزنگ دارای درجهبندی حکشده روی خود هستند. فولاد ملایم (mild steel) زنگ میزند، رنگ آن خاکستری روشن است، اما اگر پوستههای نورد روی آن باشد، سیاه به نظر میرسد.
آزمایش جرقه روشی عالی برای شناسایی فلزات است. اما باید نمونههای فلزی شناختهشدهای داشته باشید تا آنها را با قطعات کار خود مقایسه کنید. برای انجام آزمایش جرقه، فلزات را سنگزنی کرده و جرقههای آنها را مشاهده کنید. اما به یاد داشته باشید که بخش ضدزنگ به چرخ مخصوص خود نیاز دارد تا از آلودگی ذرات آهن که منجر به زنگزدگی میشود، جلوگیری شود.
بیشتر گریدهای فولاد ضدزنگ جرقههای زرد بلند بدون هیچ انشعابی تولید میکنند. فولاد کربنی جرقههای زرد-قرمز بلند با انشعابهای زیاد ایجاد میکند. انشعابها الگوهایی شبیه به چنگال هستند که در انتهای جرقه ظاهر میشوند. شناسایی نوع و گرید هر فلز سختتر است.
گریدهای فولاد ضدزنگ
سه نوع اصلی فولاد ضدزنگ وجود دارد:
رایجترین گریدهای فولاد ضدزنگ، مانند ۳۰۴ (یا ۱۸/۸)، از نوع آستنیتی هستند. بیشتر ظروف آشپزی و ظروف غذا از این نوع ساخته میشوند. آستنیتی سادهترین نوع فولاد ضدزنگ برای جوشکاری است.
با این حال، ممکن است فولاد ضدزنگ فریتی برای قطعات تزئینی یا مقاوم در برابر حرارت استفاده شود. این نوع جوشکاری سختتری دارد. در نهایت، ممکن است فولاد ضدزنگ مارتنزیتی برای ابزارهای برشی استفاده شود. این نوع سختترین نوع برای جوشکاری است و به پیشگرمایش و عملیات حرارتی پس از جوشکاری نیاز دارد.
تشخیص بین آستنیتی و دو نوع دیگر آسان است، زیرا آستنیتی مغناطیسی نیست، اما دو نوع دیگر مغناطیسی هستند. آهنربا به فولاد آستنیتی نمیچسبد یا ممکن است به برخی گریدهایی که تحت سختکاری سرد قرار گرفتهاند، کمی جذب شود. دو نوع دیگر مانند فولاد کربنی به آهنربا میچسبند.
جوشکاری فولاد ضدزنگ به فولاد نرم:
- استفاده از الکترودهای E309 امکان جوش دادن فولاد ضدزنگ به فولاد نرم را بدون پیشگرمایش فراهم میکند، البته در شرایطی که پروژه تحت تنشهای شدید حرارتی یا مکانیکی قرار ندارد
اگر عملیات حرارتی بیشتر لازم است، باید از الکترودهای متناسب با هر گرید استفاده کنید. برای شناسایی هر گرید، مثلاً ۳۰۴ از ۳۱۶، به آزمایشهای شیمیایی نیاز دارید. اما این کار ضروری نیست، زیرا میتوانید از الکترودهای E309 برای جوش دادن تمام گریدهای فولاد ضدزنگ به فولاد نرم با نتایج عالی استفاده کنید.
گریدهای فولاد کربنی:
-
فولاد کربنی به سه دسته تقسیم میشود:
- فولاد کمکربن (Mild Steel): رایجترین نوع فولاد کربنی است که حاوی حداکثر 0.30٪ کربن است. بیشتر فولادهایی که در اطراف خود میبینید از این نوع هستند و بهراحتی جوش داده میشوند. یکی از گریدهای پرکاربرد این دسته، فولاد A36 است.
- فولاد با کربن متوسط: دارای 0.30 تا 0.50٪ کربن است و برای جلوگیری از ترکخوردگی پس از جوشکاری، نیاز به پیشگرمایش دارد.
- فولاد پرکربن: دارای 0.50 تا 0.90٪ کربن بوده و علاوه بر پیشگرمایش، به عملیات حرارتی پس از جوشکاری نیز نیاز دارد.
۲. مسائل ایمنی و تجهیزات حفاظت فردی (PPE)
- استفاده از تجهیزات حفاظت فردی از اهمیت بالایی برخوردار است. حتماً از کلاه جوشکاری، ماسک مناسب (که علاوه بر حفاظت از ذرات، نور اشعه UV و IR را نیز مهار میکند)، عینک ایمنی، دستکشهای ضخیم مقاوم در برابر حرارت، لباسهای آتشنشانی و کفشهای مناسب استفاده کنید.
- هنگام جوشکاری، توجه ویژهای به محیط کار داشته باشید؛ مثلاً از حضور ذرات معلق و دودهای حاصل از جوشکاری در فضای کار جلوگیری و در صورت امکان از سیستمهای تهویه مطمئن استفاده کنید.
- پیش از شروع کار، اطمینان حاصل کنید که تجهیزات حفاظت فردی به درستی کار میکنند و تمام موارد مورد نیاز از نظر ایمنی در دسترس میباشد.
۳. انتخاب روش و الکترود مناسب
- روشهای جوشکاری مانند MIG یا TIG در مواردی که ضخامت قطعات کمتر از ۱/۸ اینچ (تقریباً ۳.۲ میلیمتر) باشد، میتوانند نتیجه بهتری ارائه دهند.
- در فرآیند SMAW، استفاده از الکترودهایی نظیر E7018 برای فولاد کربنی رایج است؛ اما این الکترود برای جوش دادن فولاد ضدزنگ مناسب نیست، زیرا فاقد کروم بوده و مهره جوش حاصله مقاومت لازم در برابر خوردگی را ندارد.
- در مقابل، الکترودهای ویژهای مانند E309 (یا E309L-16) برای ایجاد اتصال بین فولاد کربنی و فولاد ضدزنگ به کار میروند. این الکترودها دارای ترکیبی از نیکل (حدود ۱۳٪) و کروم (حدود ۲۳٪) بوده و با کمبود کربن، خطر تشکیل کاربیدهای شکننده را کاهش میدهند. استفاده از روش «Buttering» که در آن سطح فولاد کربنی ابتدا با الکترود E309 جوش داده میشود و سپس با الکترود معمولی پر میشود، از بروز ترکهای حرارتی جلوگیری میکند.
۴. تمیز کردن هر دو فلز
برای اینکه جوشهای قوی و باکیفیت داشته باشید، حتی اگر جوشکاری با الکترود روی فلزات کمی کثیف هم امکانپذیر باشد، لازم است قبل از جوشکاری هر دو فلز—چه فولاد ضدزنگ و چه فولاد نرم—کاملاً تمیز شوند.
فولاد ضدزنگ:
- معمولاً بهطور طبیعی تمیز است، مگر اینکه در شرایط نامناسب نگهداری شده باشد.
- ممکن است روی آن روغن یا گریس باقی مانده باشد؛ برای پاک کردن آنها از پارچهای استفاده کنید که کمی به استون یا پاککننده الکلی آغشته شده است.
- اگر بعد از برش پلاسما روی فولاد ضدزنگ اکسید تشکیل شده باشد، باید آن را پاک کنید. برای این کار میتوانید از برس سیمی مخصوص، سنگفرز زاویهای با چرخ سنباده مناسب یا سندبلاست با شن سیلیس استفاده کنید.
- نکته مهم: از ابزارهایی که آلودگی آهن دارند روی فولاد ضدزنگ استفاده نکنید. در صورتی که ابزار آلوده باشد، ابتدا با یک پاککننده شیمیایی ملایم، ذرات آهن را پاک کنید.
- اگر شک دارید که روی فولاد ضدزنگ رطوبت وجود دارد (که میتواند باعث ایجاد حفره و تخلخل در جوش شود)، از مشعل شعله یا هوای گرم برای خشک کردن استفاده کنید.
فولاد نرم:
- این نوع فلز ممکن است دارای پوستهای به نام “پوسته آسیاب” باشد که هنگام عبور از نورد گرم شکل میگیرد و سخت پاک میشود.
- همچنین ممکن است زنگزدگی سطحی روی آن ایجاد شود که اگر برای مدت طولانی باقی بماند، به فلز نفوذ میکند.
- اگر فولاد نرم بهصورت گالوانیزه است، روی موجود روی آن (که نقطه جوش پایینی دارد) باید بهطور کامل حذف شود؛ زیرا روی میتواند باعث ترکخوردگی و تخلخل در جوش شود.
- روشهای رایج برای تمیز کردن فولاد نرم شامل سندبلاست، استفاده از سنگفرز زاویهای یا برس سیمی هستند.
- همچنین در استفاده از روشهای شیمیایی باید دقت کنید و از محصولات کلردار استفاده نکنید؛ چرا که در اثر گرما و قوس الکتریکی، کلر به گازهای مضر تبدیل میشود.
- ناحیه مجاور محل اتصال باید کاملاً تمیز باشد؛ حداقل تا ۱ اینچ (۲۵.۴ میلیمتر) از فلز براق پاک شده و اگر فولاد گالوانیزه است، تا ۲ اینچ (۵۱ میلیمتر) باید تمیز شود.
- همچنین، بهتر است فولاد نرم را از فولاد ضدزنگ جداگانه آماده کنید تا از آلودگی متقابل جلوگیری شود.
۵. آماده سازی اتصال
برای داشتن یک جوش باکیفیت، همیشه از یک اتصال متقارن اطمینان حاصل کنید. اتصالات نامنظم ممکن است در بخشهای نازکتر یا پهنتر دچار سوختگی و سوراخ شدن شوند. در صورت امکان، جوشکاری را در وضعیت تخت انجام دهید، زیرا کنترل فرآیند در این حالت آسانتر است.
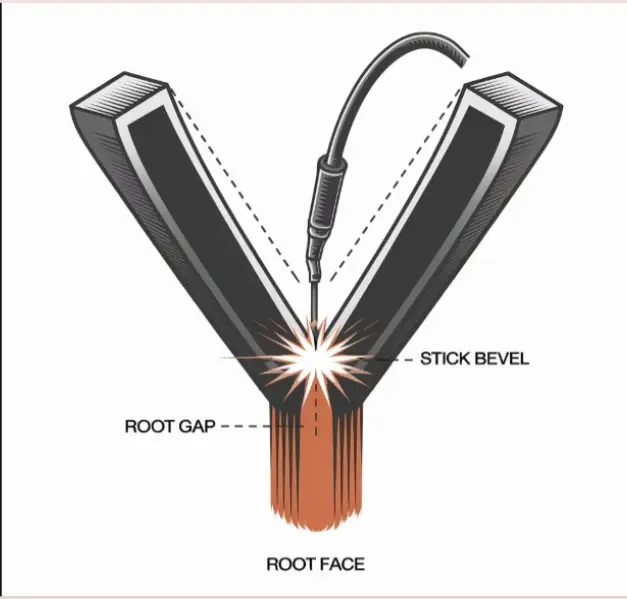
سعی کنید اتصالی ایجاد کنید که به حداقل میزان فلز جوش نیاز داشته باشد. به عنوان مثال، برای فلزاتی با ضخامت ۳.۲ میلیمتر (۱/۸ اینچ)، فاصله ریشه را ۰.۸ میلیمتر (۱/۳۲ اینچ) در نظر بگیرید. برای جوشکاری فلزات نازکتر، از ایجاد فاصله در ریشه خودداری کنید. در صورتی که ضخامت فلز ۴.۸ میلیمتر (۳/۱۶ اینچ) باشد، اتصال را با زاویه ۳۰ درجه پخ بزنید و یک اتصال V تکی ایجاد کنید، با فاصله ریشه و سطح ریشه ۱.۶ میلیمتر (۱/۱۶ اینچ). این نوع اتصال نیاز به فلز جوش کمتری دارد و احتمال موفقیت را افزایش میدهد.
برای فلزات ضخیمتر، از اتصال V دوتایی استفاده کنید، زیرا مقدار فلز جوش مورد نیاز را کاهش میدهد، اما به جوشکاری در هر دو طرف نیاز خواهد داشت. یک سنگ فرز با دیسک فلپ مخصوص هر فلز برای زاویهدار کردن عالی است.
۶. استفاده از میلههای خنککننده و گیره زدن فلزات
در جوشکاری فولاد زنگنزن نازک، توصیه میشود از یک میله خنککننده ضخیم در زیر اتصال استفاده کنید. میلههای خنککننده آلومینیومی یا مسی گرما را به سرعت جذب کرده و مانع از گرم شدن بیش از حد قطعه میشوند. البته در صورت استفاده از میله مسی، احتمال آلودگی جوش به مس وجود دارد که برای جلوگیری از آن میتوان یک ورق نیکل نازک بین اتصال و میله قرار داد.
برای فلزات ضخیمتر، یا در صورتی که اتصال ریشه جوش داده نشود، میتوان میلههای خنککننده بیشتری در کنار منطقه HAZ قرار داد. پس از جایگذاری قطعات و میلههای خنککننده، آنها را روی میز جوشکاری گیره بزنید تا ثابت بمانند.
۷. تنظیم آمپراژ صحیح و خالجوش زدن
کمترین آمپراژ ممکن را انتخاب کنید که بتواند میله فولاد زنگنزن را به درستی ذوب کند، زیرا عمق نفوذ زیادی در این جوشکاری نیاز نیست. دمای زیاد باعث تاببرداشتن و کاهش مقاومت در برابر خوردگی میشود. همچنین، فولاد نرم به آمپراژ پایین نیاز دارد تا از آلودگی فلز جوش با کربن بیش از حد جلوگیری شود.
میلههای فولاد زنگنزن معمولاً ۱۵ درصد گرمای کمتری نسبت به میلههای معمولی نیاز دارند. به عنوان مثال، یک میله فولاد زنگنزن ۳.۲ میلیمتری (۱/۸ اینچ) برای یک اتصال گوشهای به ۱۰۰ آمپر نیاز دارد، در حالی که میله E7018 نیاز به ۱۲۵ آمپر دارد. برای اتصالات لببهلب، این مقدار به ۹۵ آمپر یا کمتر کاهش مییابد. محدوده دقیق آمپراژ، قطبیت و موقعیتهای جوشکاری مجاز معمولاً روی بستهبندی میله مشخص شده است.
در نهایت، برای جلوگیری از اعوجاج، فلزات را هر ۵۱ میلیمتر (۲ اینچ) خالجوش بزنید. طول خالجوش بستگی به ضخامت فلز دارد؛ هرچه ضخامت بیشتر باشد، خالجوشها نیز طولانیتر خواهند بود.
۸. جوشکاری با زاویه صحیح
در جوشکاری فولاد ضدزنگ به فولاد معمولی، روش کلی مشابه جوشکاری استنلس استیل معمولی است، با این تفاوت که باید الکترود را کمی بیشتر به سمت قطعه استنلس استیل متمایل کنید. به عنوان مثال، در جوشکاری اتصالات فیلت، به جای زاویه ۴۵ درجه، زاویهای نزدیک به ۶۰ درجه را امتحان کنید تا از مشکلاتی مانند ناصافی و وجود سرباره در جوش جلوگیری شود.
۹. نکات جوشکاری استنلس استیل به فولاد معمولی
- در اکثر موارد، هنگام استفاده از الکترود آستنیتی نیازی به پیشگرم کردن فلز نیست.
- دقت کنید که الکترودهای استنلس استیل بیش از حد گرم نشوند، زیرا این کار به پوشش فلاکس آسیب میزند.
- از ضربه زدن الکترود به سطح فلز خودداری کنید؛ آن را در محل اتصال یا روی مهرههای قبلی شروع کنید.
- همیشه قوس کوتاه نگه دارید تا از ایجاد حفره، پاشش اضافی و نفوذ سرباره جلوگیری شود.
- جوشهای مستقیم (استرینگر) را ترجیح دهید و حرکت پهلو به پهلو را به حداقل برسانید.
- حفره انتهایی جوش را حتماً پر کنید تا از ترکخوردگی جلوگیری شود.
- برای کاهش اعوجاج، میتوان از روش چکشکاری (Peening) روی مهره جوش استفاده کرد.
- در جوشکاری چند پاسه، سرباره جوش را بین هر پاس تمیز کنید تا از آلودگی جوش جلوگیری شود.
- برای جوشکاری در دمای بالا، استفاده از مهرههای همپوشان با الکترود E309 ممکن است باعث ترکخوردگی شود؛ در این شرایط، ابتدا سطح فولاد معمولی را با E309 جوش دهید و سپس از E308L یا E316 برای پر کردن اتصال استفاده کنید. این روش به “Buttering” معروف است.
۱۰. تمیزکاری پس از جوشکاری
جوشکاری الکترود معمولاً جوشهای زیبایی ایجاد نمیکند، بنابراین به تمیزکاری نیاز دارد تا از خوردگی جلوگیری شود. باقیماندههای پاشیدگی، مواد سرباره و ذرات آهن میتوانند باعث زنگزدگی و کاهش کیفیت جوش شوند.
برای بهبود ظاهر جوش:
- پاشیدگی و زبری جوش را با دیسک سنباده ۴۰ تا ۶۰ صاف کنید.
- برای پرداخت بیشتر، از دیسک اسکاچ استفاده کنید.
- تغییر رنگها را میتوان با روشهای مکانیکی (استفاده از ابزارهای ساینده)، شیمیایی (محلولهای ملایم اسید فسفریک) یا الکتروشیمیایی (الکتروپولیش) از بین برد.
با رعایت این نکات، میتوانید یک جوش باکیفیت، مقاوم و تمیز ایجاد کنید.
آیا میتوان استیل ضد زنگ را با فولاد معمولی به وسیله الکترود 7018 جوش داد؟
جوشکاری استیل ضد زنگ به فولاد معمولی با الکترود 7018 نتایج نامطلوب و حتی خطرناکی به همراه دارد. جوش ایجادشده استحکام، انعطافپذیری، مقاومت در برابر خوردگی و تحمل حرارتی پایینی خواهد داشت. همچنین، این جوش شکننده بوده و ممکن است تحت تنشهای مکانیکی یا حرارتی ترک بخورد. علاوه بر این، قطعه استیل گرانقیمت نیز آسیب خواهد دید.
چرا الکترود 7018 برای این کار مناسب نیست؟
الکترود E7018 یک الکترود فولادی استاندارد است که فاقد کروم بوده و جوشی بدون مقاومت در برابر خوردگی ایجاد میکند. علاوه بر این:
- کربن موجود در جوش، کروم را از ناحیه تحت تأثیر حرارت (HAZ) استیل جذب کرده و باعث تشکیل کاربیدها میشود که جوش را بسیار سخت و شکننده میکند.
- در عین حال، جوش E7018 کربن را وارد ناحیه تحت تأثیر حرارت استیل کرده و باعث تشکیل کاربیدهایی میشود که مقاومت در برابر خوردگی را کاهش داده و استیل را شکننده میکند.
آیا راهی برای استفاده از الکترود 7018 وجود دارد؟
اگر پروژه شما کوچک و ساده است و نیازی به جوش استیل ضد زنگ واقعی ندارید، میتوانید از الکترود 7018 استفاده کنید. البته باید در نظر داشته باشید که:
- جوش ایجادشده شکننده بوده و ممکن است در طول زمان ترک بخورد.
- این جوش در برابر ضربات شدید، دماهای بالا یا پایین و محیطهای خورنده مقاوم نخواهد بود.
نکاتی برای بهبود جوش با الکترود 7018:
- استفاده از جریان پایینتر و سرعت جوشکاری بیشتر برای کاهش تغییر شکل و خوردگی در استیل.
- فلز جوش E7018 به دلیل داشتن عناصر تمیزکننده در فلاکس، تا حدودی کمتر از سایر الکترودهای فولادی شکننده خواهد بود.
- این الکترود دارای فلاکسی با رطوبت کم است که به کاهش تخلخل در جوش کمک میکند.
مقایسه با سایر الکترودها:
- E6013: استحکام مکانیکی ضعیفتری دارد، اما انتقال کمتری دارد که باعث کاهش تغییر شکل و سوختگی میشود.
- E6010 و E6011: نفوذ عمیقی دارند که میتواند باعث تاب برداشتن و سوراخ شدن قطعه استیل شود.
در مجموع، استفاده از الکترود 7018 برای جوشکاری استیل ضد زنگ به فولاد معمولی توصیه نمیشود، اما در شرایط خاص و با رعایت برخی نکات، امکانپذیر است.
نظر بدهید